
先进的工艺引领 探秘凯迪拉克CT6诞生地

在面对德系ABB的围堵下,美式豪华理念曾一度迷茫,但好在凯迪拉克的CT6顺应时代而生,为我们带来了不一样的美式豪华体验。今天呢笔者就带您一同去CT6在国内的产地―上汽通用凯迪拉克金桥工厂去一窥这款美式豪华旗舰车型的生产制造过程,同时为您介绍新车采用的最新的制造工艺到底有着怎样的先进性。

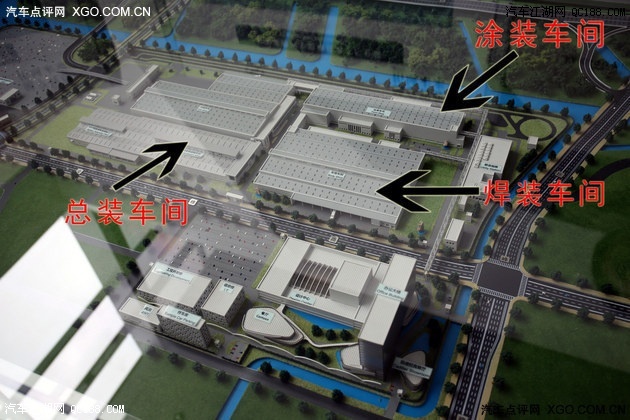
上汽通用凯迪拉克金桥工场是在2013年6月奠基,于2016年1月21日竣工投产。该工厂总投资80亿元,占地面积为47.7万平方米,厂内建设有焊装车间、涂装车间、总装车间三大车间。
目前工厂处于产能爬升阶段,预计在2017年内能实现规划年产16万辆的产能,在工厂弹性生产模式下可以同时满足7款不同车型的共线生产,未来包括凯迪拉克现款的SRX换代车型的XT5也将在这个工厂实现国产化。


凯迪拉克CT6的车身外覆盖件均为铝合金冲压件,由上汽通用金桥北厂冲压车间采用5序冲压工艺生产(钢板采用4序冲压工艺)。由于铝合金板件冲压成形性能不及钢板,所以必须采用更多的冲压工序来实现铝合金外覆盖件的外观造型需求。

凯迪拉克CT6的内骨架件采用了不同的材质。如A、B柱骨架、车门防撞梁、车身底板纵梁等部位都采用了高强度钢以提升车身结构强度,对乘员舱内乘员提供更好的保护。而前防撞梁、前纵梁、前轮拱、车身底板横梁都采用了铝合金件以达到减重目的。

△ 同时CT6的白车身采用了5种材料和11种复合材质,整体的铝合金材质使用占到了白车身总重量的57%。
单纯采用钢材来制造汽车白车身时,部件之间的连接采用各种焊接工艺即可。而钢铝混合车身则无法通过普通的焊接方式完成拼装。这是由于钢和铝的物理性能差别大,焊接过程中铝和钢的连接处会产生很大的热应力,容易产生金属间的脆性组织,增加裂纹倾向,无法形成焊合或导致焊后失效。

△ FDS技术是通过在工件表面顶压住螺丝并告诉旋转,从而在板材中自攻丝形成螺纹,进而完成螺纹连接的一种工艺,这种工艺保证了工件之间较高的连接强度。
同时除了FDS技术安装自攻螺纹外,还有自冲铆接、铝激光钎焊、铝激光熔焊和电阻铝电焊这几种铝材质的拼接工艺。



该车间的铝电阻点焊采用的金属焊头端部一圈一圈的纹理是通用的专利技术,能够最大程度地避免铝板板材表面所固有的氧化膜对焊接质量的影响。我们在车身上看到铝电阻点焊焊点上的纹理就是该金属焊头融化铝材后留下的“印记”。

△ 凯迪拉克CT6的铝合金顶棚与车身的连接以及后备厢盖总成的连接就是采用了上述铝激光焊接工艺。利用激光融化铝材质的钎料实现铝板之间的连接。
其中后备厢盖的铝激光焊接焊缝无需经过打磨等处理就能够进行后续的涂装作业,足见该焊缝表面的平滑程度。而顶棚与车身之间的铝合金焊缝也无需打磨,仅需在涂装前涂上一层胶液并刮平即可保证后续漆面涂装质量。

△ 白车身的经过一系列的车身拼接工艺后还需要工人对四门以及两盖和翼子板的安装,这部分的工作完成后整个白车身的拼装基本完工,要开始进入涂装车间开启涂装工艺。
焊装车间共有机器人386台,所有焊接/铆接/螺接工作都由机器人自动完成。由于该车间的机械化程度较高,整个焊装车间只有30多位工人,他们主要负责四门两盖的安装、车身拼接线上料以及设备维护。该焊装车间最大支持7种车型的混线生产,是目前通用汽车柔性(可理解为生产车辆种类的转换能力)最大的焊装车间。

△ 由于我们上文介绍的铝合金材质车身的加工工艺复杂以及焊接工艺的不同,其日后若发生碰撞为修起来是相当困难,可能主要以换件为主。不仅是凯迪拉克CT6面临这样的售后问题挑战,捷豹XE以及奥迪等车型也因铝制车身有同样的问题。
不过铝合金混合车身在其发生事故后的维修方面存在诸多的操作困难,这是由制造工艺的复杂性所导致的。不过笔者专门问询了凯迪拉克的相关人员有关CT6车型的碰撞后售后问题,其表示已经开始针对经销商的车身维修保养培训。这里不仅仅是铝合金混合车身,包括下一页我们将要介绍的漆面工艺也会对售后的保养维护产生不小的难题,不过这些都已经在经销商的最新培训课程之中了,这样笔者也舒了一口气。

- 品牌:
- 凯迪拉克
- 级别:中大型车
- 厂家指导价:
- 37.97-69.9万
- 团购>>